




34,99 €
TTC
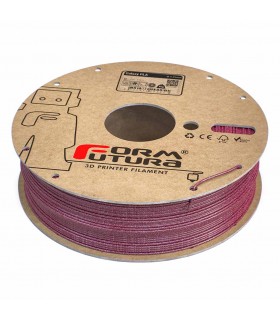
Galaxy PLA est un filament d'imprimante 3D de type PLA de couleur métallique profonde avec une forte teneur en particules d'aluminium argenté à l'intérieur, ce qui donne aux pièces imprimées en 3D un effet scintillant...









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}