


RESIN FormFutura LCD Castable Wax 500g

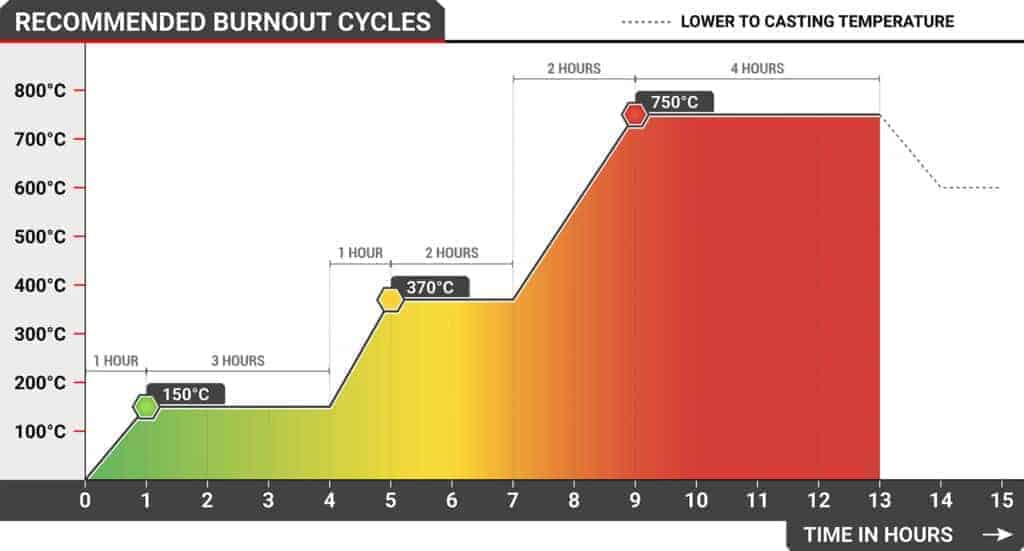
A resina de cera fundível é uma resina de fundição à base de cera altamente precisa para impressão 3D de peças de fundição de investimento direto para aplicações dentárias, de joias e industriais.
79,99 €
(com IVA)
Entrega em 48-72 horas
Reference:
504000084
Love1
Add to compare0
Nossa Resina de Cera Fundível é uma resina de fundição à base de cera azul altamente precisa. Ela foi projetada para ser usada na fundição de peças para aplicações dentárias, de joalheria e industriais.
Esta resina de impressão 3D fundível à base de cera tem um fator de encolhimento excepcionalmente baixo. Você também pode imprimir peças com superfícies lisas e detalhes incrivelmente finos. A Resina LCD Fundível - Cera Fundível foi testada extensivamente e validada por técnicos dentários e joalheiros.
Principais Características:
Queima sem cinzas
Baixo fator de expansão
Alta precisão dimensional com baixo fator de encolhimento
Superfícies lisas com detalhes incrivelmente finos
Processamento quase sem odor
Compatível com todas as impressoras 3D SLA, DLP e LCD de código aberto na faixa de 385 – 405nm
Aplicações:
Moldes dentários
Moldes de joias
Moldes industriais
Preparação(s) antes de começar a imprimir
Certifique-se de que a resina está à temperatura ambiente (22°C +/- 1°C) antes de usar
O componente de cera na resina torna a resina mais viscosa em temperaturas mais baixas.
Abaixo de 16°C, a resina solidifica demais e fica muito viscosa para bons resultados de impressão 3D.
Agite a garrafa por pelo menos 2 minutos antes de cada uso.
Após agitar a garrafa, deixe a resina descansar por 10 minutos para permitir que as bolhas de ar saiam da resina.
A resina pode ser despejada de volta do recipiente para a garrafa uma vez que sua impressão esteja concluída.
Sempre use medidas de proteção, como óculos de segurança e luvas de nitrilo ao manusear resinas.
Configurações de Impressão:
Anycubic Photon
25µm
Primeiras Camadas / Camadas de Queima: 6x 80 a 85 Segundos
Camadas Normais: 10 a 11 Segundos
Distância de Levantamento: 10mm
Velocidade de Levantamento: 45 mm/s
Atraso de Desligamento: 3
Atraso de Desligamento Inferior: 3
Anycubic Photon Mono X
50µm
Primeiras Camadas / Camadas de Queima: 4x 55 a 60 Segundos
Camadas Normais: 3.0 a 3.5 Segundos
Distância de Levantamento da Primeira Camada: 6mm
Distância de Levantamento: 6mm
Velocidade de Levantamento: 90 mm/m
Atraso de Desligamento: 3.0s
Atraso de Desligamento Inferior: 3.0s
Potência UV: 55 – 60 %
100µm
Primeiras Camadas / Camadas de Queima: 4x 55 a 60 Segundos
Camadas Normais: 3.0 a 3.5 Segundos
Distância de Levantamento da Primeira Camada: 6mm
Distância de Levantamento: 6mm
Velocidade de Levantamento: 90 mm/m
Atraso de Desligamento: 3.0s
Atraso de Desligamento Inferior: 3.0s
Potência UV: 55 – 60 %
Elegoo Mars 2 Pro
50µm
Primeiro / Camadas de Queima: 4x 120 a 130 Segundos
Camadas Normais: 2 a 3 Segundos
Distância de Levantamento: 10mm
Velocidade de Levantamento: 45 mm/s
Atraso de Ligação: 5
Atraso de Ligação Inferior: 5
Elegoo Mars 3
25µm
Primeiro / Queima / Camadas Inferiores: 2x a 3x por 33 a 35 Segundos
Tempo de Exposição Camadas Normais: 3.5 a 3.6 Segundos
Distância de Levantamento: 6+2mm
Distância de Levantamento Inferior: 6+2mm
Velocidade de Levantamento: 60mm/min & 60mm/min
Velocidade de Retração: 240mm/min & 0mm/min
Tempo de Descanso Antes do Levantamento: 0.5 Segundos
Tempo de Descanso Após a Retração: 2.0 Segundos
50µm
Primeiro / Queima / Camadas Inferiores: 2x a 3x por 33 a 35 Segundos
Tempo de Exposição Camadas Normais: 4 a 4.2 Segundos
Distância de Levantamento: 6+2mm
Distância de Levantamento Inferior: 6+2mm
Velocidade de Levantamento: 60mm/min & 60mm/min
Velocidade de Retração: 240mm/min & 0mm/min
Tempo de Descanso Antes do Levantamento: 0.5 Segundos
Tempo de Descanso Após a Retração: 2.0 Segundos
Elegoo Saturn
50µm
Primeiro / Queima / Camadas Inferiores: 2x a 3x por 25 a 35 Segundos
Tempo de Exposição Camadas Normais: 4.5 a 5.0 Segundos
Distância de Levantamento: 6mm
Distância de Levantamento Inferior: 6mm
Velocidade de Levantamento: 60mm/min & 120mm/min
Tempo de Descanso Antes do Levantamento: 2.0 Segundos
Tempo de Descanso Após a Retração: 1.0 Segundos
Pós-processamento:
Recomendamos que você pós-processe sua impressão 3D para alcançar as propriedades do material
Enxágue seu objeto impresso em 3D em IPA ou (Bio)Etanol por aproximadamente 5 minutos
Um limpador ultrassônico é preferido/recomendado
Certifique-se de que os objetos enxaguados com IPA e/ou (Bio)Etanol estejam perfeitamente secos antes da cura posterior
Coloque as peças enxaguadas em uma área bem ventilada por pelo menos 30 minutos, ou use ar pressurizado por pelo menos 2 minutos
Cure seu objeto em uma câmara de cura de alta potência por aproximadamente 20-30 minutos a 65° C
A comprimento de onda de cura preferido está entre 300-410nm
Segurança:
Por favor, esteja sempre ciente de que ao imprimir em 3D com resinas, você está lidando com produtos químicos e deve sempre ter cautela e usar os equipamentos de proteção individual conforme estipulado em nossas fichas de dados de segurança.
Sempre use proteção respiratória ao lixar/cortar o objeto de resina.
Sempre use luvas de nitrilo ao manusear resinas e objetos de resina não curados.
Clientes que compraram este produto também compraram:


76,00 €
(com IVA)
Zortrax Resin Basic 500 ml Grey

29,95 €
(com IVA)
RESIN FormFutura LCD Economy 1L

82,85 €
(com IVA)
165,70 €
Zortrax Resin Dental Model 500 ml Beige
Related products

19,99 €
(com IVA)
FormFutura Transparent PLA é um filamento de impressão 3D premium com excelente transparência e difusão de luz, permitindo acabamentos de alto brilho ou semi-mate através de simples ajustes nas configurações de...

77,50 €
(com IVA)
Filamento de engenharia de Poliéster Policlexilenodimetileno -Glicol com 10% de FIBRA DE CARBONO adicional. Filamento incrivelmente rígido e resistente a impactos.

77,50 €
(com IVA)
Filamento de engenharia de Poliéster Policiclohexilenodimetileno -Glicol com 10% de fibra de vidro adicional. Excepcionalmente fácil de imprimir em 3D em máquinas de mesa abertas, sem necessidade de fechamento ou...

34,99 €
(com IVA)
Filamento de engenharia de Poliéster Policlexilenodimetileno Tereftalato com características incrivelmente rígidas e resistentes a impactos.

34,99 €
(com IVA)
StoneFil é um filamento de impressora 3D à base de PLA com 50% de enchimento em pó de pedra, que confere às peças impressas em 3D uma verdadeira estética semelhante à pedra e um acabamento de superfície áspero e mate...

37,50 €
(com IVA)
Resina de alta definição ideal para miniaturas e modelos intrincados com características nítidas, acabamento suave e excelente precisão.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
49,95 €
(com IVA)
O Resina LCD Dental Model é uma resina fotopolimérica de alta precisão projetada para a impressão 3D precisa de modelos dentários, modelos de alinhadores, gengivas, dentes, modelos de coroas e pontes com matrizes...
{kind=link}