


RESIN FormFutura LCD Castable Wax 500g

La resina de cera fundible es una resina de fundición a base de cera de alta precisión para la impresión 3D de piezas de fundición de inversión directa para aplicaciones dentales, de joyería e industriales.
79,99 €
(impuestos inc.)
Entrega 48 horas
Referencia:
504000084
Favorito1
Comparar0
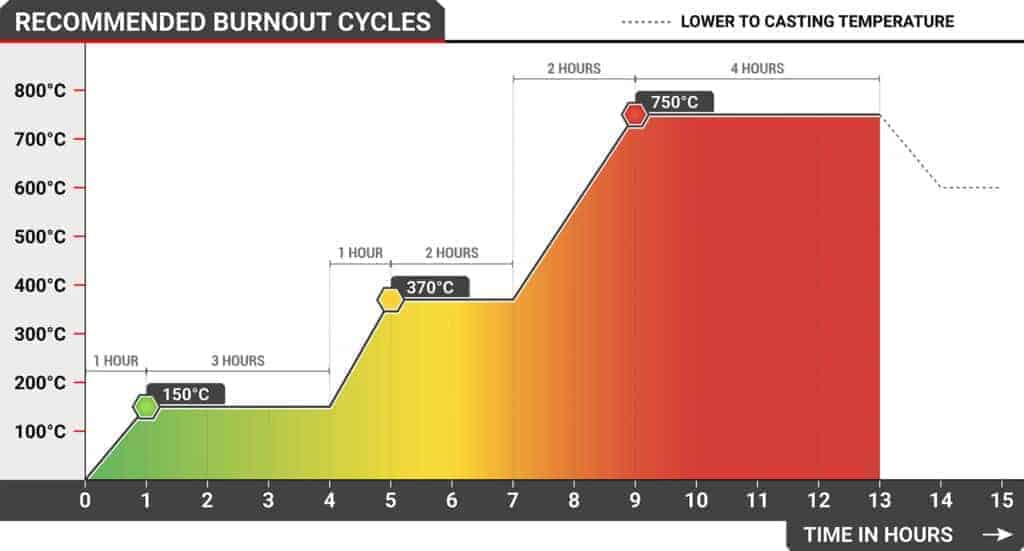
Nuestra resina de cera fundible es una resina de fundición de cera azul de alta precisión. Está diseñada para ser utilizada en la fundición de inversión directa de piezas para aplicaciones dentales, de joyería e industriales. El componente de cera en esta resina de impresión 3D ofrece una quema limpia sin cenizas. Además, tiene un factor de expansión extremadamente bajo. Esto asegura que el relleno de cera se derrita y se encoja lejos del molde sin expandirse, protegiendo así los moldes de inversión frágiles.
Esta resina de impresión 3D fundible a base de cera tiene un factor de contracción excepcionalmente bajo. También puedes imprimir piezas con superficies lisas y detalles increíblemente finos. La Resina LCD Fundible - Cera Fundible ha sido probada extensamente y validada tanto por técnicos dentales como por joyeros.
Características clave:
Quema sin cenizas
Bajo factor de expansión
Alta precisión dimensional con bajo factor de contracción
Superficies lisas con detalles increíblemente finos
Procesamiento casi sin olor
Compatible con todas las impresoras 3D SLA, DLP y LCD de código abierto en el rango de 385 - 405nm
Aplicaciones:
Moldes dentales
Moldes de joyería
Moldes industriales
Preparación antes de comenzar a imprimir
Asegúrate de que la resina esté a temperatura ambiente (22°C +/- 1°C) antes de usar
El componente de cera en la resina hace que la resina sea más viscosa a temperaturas más bajas.
Por debajo de 16°C, la resina se solidifica demasiado y se vuelve demasiado viscosa para obtener buenos resultados de impresión 3D.
Agite la botella durante al menos 2 minutos antes de cada uso.
Después de agitar la botella, deje reposar la resina durante 10 minutos para que las burbujas de aire salgan de la resina.
La resina se puede verter de nuevo del recipiente a la botella una vez que su impresión esté terminada.
Siempre use medidas de protección como gafas de seguridad y guantes de nitrilo al manejar resinas.
Configuraciones de impresión:
Anycubic Photon
25µm
Capas iniciales / de quemado: 6x 80 a 85 segundos
Capas normales: 10 a 11 segundos
Distancia de elevación: 10mm
Velocidad de elevación: 45 mm/s
Retraso de apagado de luz: 3
Retraso de apagado de luz inferior: 3
Anycubic Photon Mono X
50µm
Capas iniciales / de quemado: 4x 55 a 60 segundos
Capas normales: 3.0 a 3.5 segundos
Distancia de elevación de la primera capa: 6mm
Distancia de elevación: 6mm
Velocidad de elevación: 90 mm/m
Retraso de apagado de luz: 3.0s
Retraso de apagado de luz inferior: 3.0s
Potencia UV: 55 – 60 %
100µm
Capas iniciales / de quemado: 4x 55 a 60 segundos
Capas normales: 3.0 a 3.5 segundos
Distancia de elevación de la primera capa: 6mm
Distancia de elevación: 6mm
Velocidad de elevación: 90 mm/m
Retraso de apagado de luz: 3.0s
Retraso de apagado de luz inferior: 3.0s
Potencia UV: 55 – 60 %
Elegoo Mars 2 Pro
50µm
Primero / Capas de Burn-in: 4x 120 a 130 Segundos
Capas Normales: 2 a 3 Segundos
Distancia de elevación: 10mm
Velocidad de elevación: 45 mm/s
Retraso de Encendido: 5
Retraso de Encendido Inferior: 5
Elegoo Mars 3
25µm
Primero / Burn-in / Capas Inferiores: 2x a 3x durante 33 a 35 Segundos
Tiempo de Exposición Capas Normales: 3.5 a 3.6 Segundos
Distancia de Elevación: 6+2mm
Distancia de Elevación Inferior: 6+2mm
Velocidad de Elevación: 60mm/min & 60mm/min
Velocidad de Retracción: 240mm/min & 0mm/min
Tiempo de Descanso Antes de Elevar: 0.5 Segundos
Tiempo de Descanso Después de la Retracción: 2.0 Segundos
50µm
Primero / Burn-in / Capas Inferiores: 2x a 3x durante 33 a 35 Segundos
Tiempo de Exposición Capas Normales: 4 a 4.2 Segundos
Distancia de Elevación: 6+2mm
Distancia de Elevación Inferior: 6+2mm
Velocidad de Elevación: 60mm/min & 60mm/min
Velocidad de Retracción: 240mm/min & 0mm/min
Tiempo de Descanso Antes de Elevar: 0.5 Segundos
Tiempo de Descanso Después de la Retracción: 2.0 Segundos
Elegoo Saturn
50µm
Primero / Burn-in / Capas Inferiores: 2x a 3x durante 25 a 35 Segundos
Tiempo de Exposición Capas Normales: 4.5 a 5.0 Segundos
Distancia de elevación: 6mm
Distancia de Elevación Inferior: 6mm
Velocidad de Elevación: 60mm/min & 120mm/min
Tiempo de Descanso Antes de Elevar: 2.0 Segundos
Tiempo de Descanso Después de la Retracción: 1.0 Segundos
Post-Procesamiento:
Le aconsejamos que realice un post-procesamiento de su impresión 3D para lograr las propiedades del material
Enjuague su objeto impreso en 3D en IPA o (Bio)Etanol durante aproximadamente 5 minutos
Se prefiere/recomienda un limpiador ultrasónico
Asegúrese de que los objetos enjuagados con IPA y/o (Bio)etanol estén perfectamente secos antes de continuar con el post-curado
Coloque las partes enjuagadas en un área bien ventilada durante al menos 30 minutos, o use aire presurizado durante al menos 2 minutos
Cure su objeto en una cámara de curado de alta potencia durante aproximadamente 20-30 minutos a 65° C
La longitud de onda de curado preferida está entre 300-410nm
Seguridad:
Por favor, siempre tenga en cuenta que al imprimir en 3D con resinas está trabajando con productos químicos y que siempre debe ser cauteloso y usar el equipo de protección personal según lo estipulado en nuestras hojas de datos de seguridad.
Siempre use protección respiratoria al lijar/cortar el objeto de resina.
Siempre use guantes de nitrilo al manipular resinas y objetos de resina no curados.
Los clientes que adquirieron este producto también compraron:



29,95 €
(impuestos inc.)
RESIN FormFutura LCD Economy 1L

82,85 €
(impuestos inc.)
165,70 €
Zortrax Resin Dental Model 500 ml Beige
Productos relacionados

19,99 €
(impuestos inc.)
FormFutura PLA transparente es un filamento de impresión 3D premium con excelente transparencia y difusión de luz, lo que permite acabados de alto brillo o semi-mate a través de simples ajustes en la configuración de...

77,50 €
(impuestos inc.)
Filamento de ingeniería de politerftalato de poliaciclohexilenodimetileno con un 10% de fibra de carbono adicional. Filamento increíblemente rígido y resistente a impactos.

77,50 €
(impuestos inc.)
Filamento de ingeniería de polietileno tereftalato de poliaciclohexilenodimetileno con un 10% de fibra de vidrio adicional. Excepcionalmente fácil de imprimir en 3D en máquinas de escritorio abiertas, sin necesidad de...

34,99 €
(impuestos inc.)
Filamento de ingeniería de politerftalato de poliaciclohexilenodimetileno con características increíblemente rígidas y resistentes al impacto.

34,99 €
(impuestos inc.)
StoneFil es un filamento de impresora 3D a base de PLA con un 50% de relleno de piedra en polvo, que proporciona a las piezas impresas en 3D una verdadera estética similar a la piedra y un acabado superficial rugoso y...

37,50 €
(impuestos inc.)
Resina de alta definición ideal para miniaturas y modelos intrincados con características nítidas, acabado suave y excelente precisión.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
49,95 €
(impuestos inc.)
El resina fotopolimérica LCD dental es una resina de alta precisión diseñada para la impresión 3D precisa de modelos dentales, modelos de alineadores, encías, dientes, modelos de coronas y puentes con matrices...
{kind=link}